






波纹管挤出生产线
| PLC触摸屏 | 西门子品牌 |
| 驱动电动机的挤出机 | 西门子交流电动机 |
| 温度控制器 | 欧姆龙品牌 |
| 逆变器 | ABB的品牌 |
| 螺丝和桶 | Bi-metallic |
| 电动机为成形机 | 伺服电机 |
| 齿轮箱 | JC变速箱 |
| 空气开关 | LS品牌属于LG集团 |
你的总理波纹管挤出生产线的工厂在中国
BENK波纹管挤出线有两种类型的双壁波纹管挤出生产线和单壁波纹管挤出生产线。BENK波纹管机是用于生产HDPE / PVC波纹管或波管道。
BENK单壁波纹管可以生产单壁波纹管从OD 16 - 63 mm,单壁波纹软管通常是用来进行电线的机器和家庭。单壁波纹管的优点是柔软的光可以节省生产成本,改变你想要的方向。
BENK DWC管可以生产DWC管与OD 50 - 1200 mm,其制造过程由两个单螺杆挤出机,co-extruded双壁波纹管的光和强大优势,里面是空气管,管用于污水和排水水。
BENK制造商使用horizontial成型机在波纹管制造机,它是比垂直成形机。我们已经向我们的客户提供五个波纹挤压线在俄罗斯,我们也有许多测试视频和技术规范对我们的机器,如果你需要,请联系我们,谢谢。
- 数据表
- 测试视频
- 图片库
- 发送询盘
PE / PP波纹管挤出线
| 管的大小 | 类型 | 挤出机 | 输出 |
| 50 - 160 mm | 单层壁 | SJ75/33 | 150 - 250 kg / H |
| 双层墙 | SJ75/33 + SJ65/33 | 350 - 400 kg / H | |
| 200 - 800毫米 | 双层墙 | SJ120/33 + SJ90/33 | 600 - 1000 kg / H |
| 800 - 1200毫米 | 双层墙 | SJ90/38 + SJ75/38 | 1200 - 1500 kg / H |
PVC波纹管挤出生产线
| 管的大小 | 类型 | 挤出机 | 输出 |
| 50 - 160 mm | 单层壁 | SJZ55/110 | 150 - 200 kg / H |
| 双层墙 | SJ55/110 + SJZ51/105 | 200 - 300 kg / H | |
| 200 - 500毫米 | 双层墙 | SJZ80/156 + SJZ65/132 | 500 - 650 kg / H |
单壁波纹管挤出线
| 材料 | PE / PP | 聚氯乙烯 | |
| 挤出机 | SJ65单螺杆挤出机 | SJZ45/90锥形双螺杆挤出机 | |
| 管系 | 9-50mm | 9-50mm | |
| 能力 | 40-60KG | 60 - 80公斤 | 40 - 80公斤 |
| 主电机 | 22千瓦 | 30千瓦 | 18.5千瓦 |
| 模具数量 | 42 | 72年 | 42 |
| 生产速度 | 8-15m /分钟 | 10-25m /分钟 | 8-15m /分钟 |
| 冷却类型 | 空气冷却 | 水的冷却 | 空气冷却 |














波纹管挤出生产线:2018年综合进口商指南
塑料管道系统中扮演着重要的角色在我们的现代世界。
如果你想制造塑料管道:
今天,我将向您介绍波纹管,波纹管制造过程的塑料挤出生产线。
直通的,让我给你介绍三种类型的塑料材料我们将处理:
- PP(聚丙烯)-热塑性许多应用程序。
- PE(聚乙烯)——世界上最常见的塑料。
——各种密度的聚乙烯(低密度、中密度和高密度)
在本指南中,我们将看看高密度聚乙烯(HDPE) HDPE管挤压机。
- PVC(聚氯乙烯)——第三大部分是世界上广泛使用的塑料。
年底这个指南,你会有足够的知识:
- 波纹管挤出PVC PP PE双壁波纹排水管道
- 起皱为PVC PP PE单壁波纹管挤出线电缆保护管
太好了,让我们开始:
第一章:什么是波纹管和波纹挤压机吗?
1.1什么是波纹管?
波纹管是一种中空的管表面标志着一系列的法洛斯和山谷。

图1:金属波纹管
多年来,金属波纹管已经被工程师去材料为道路和其他施工工程设计排水系统。
在当下,塑料波纹管也大行其道。
它们被用于通道水和油。
让我们看看不同类型的波纹塑料管道市场:
1.1.2 HDPE / PVC / PP波纹管是什么?
首先,我们知道这些波纹管塑料制成的。
不同之处是塑料的类型。
使用高密度聚乙烯HDPE波纹管制造。

图2 HDPE管安装在墨西哥
而PVC波纹管是由PVC。
接下来,我想向你们介绍两个亚型的波纹管:
- 单壁波纹管
基本上,单壁波纹管有一层的均匀如PE或PVC热塑性材料。
他们也非常灵活,并且你可以线圈。

图3:单一的围墙HDPE管
- 双层壁波纹管(DWC管道)
DWC管道,另一方面,有两层。外部瓦楞层和内部层,这是平原和光滑。
使用两层的目的是达到最佳的机械和性能要求即使在恶劣的地方使用。
例如,DWC管道具有较高的影响,腐蚀和耐压力。
稍后我们将讨论更多关于DWC的属性在本指南。
1.2类型的波纹管挤出机
好的,您已经看到了波纹管的结构的区别。
这与管的直径你想生产将决定你所需要的机器。
双壁波纹管挤出线
双层壁起皱管道直径的范围;从小型到大型管道。
推迟基于尺寸的地方使用或客户的需求。
我们的双壁波纹管挤出线可以使HDPE DWC管道与以下规格:
| 双层墙的管道 | HDPE管外径 | PVC管外径 |
| 1 | 50 - 160 mm | 50 - 160 mm |
| 2 | 200 - 800毫米 | 200 - 500毫米 |
| 3 | 600 - 1200毫米 | N /一个 |
单壁波纹管挤出线
我们的单壁波纹管挤出机可以使管道从OD 16 - 63 mm。
这些管道是灵活的,广泛用作电线进行管道。
这是直径单壁塑料波纹管生产线使:
| 单壁管 | HDPE管外径 | PVC管外径 |
| 1 | 9-50mm | 9-50mm |
| 2 | 50 - 160 mm | 50 - 160 mm |
1.3为什么要制造波纹管?

图4:双墙HDPE管制造
开始一个波纹管厂是伟大的!和下面的理由证明:
- 节约材料
制造波纹管时,节省高达60%的原材料有你坚实的围墙管道。
虽然他们更轻,这些管道加强环的结构。
- 简单的处理
波纹管更轻,这使得他们容易处理和运输。
你将需要更少的人员波纹植物和相同的益处会渗透到最终用户。
- 减少生态足迹
通过减少材料,贵厂将会大大降低对环境的影响。
此外,制造波纹管产生更少的碳氧化iv排放而使混凝土管道。
更重要的是,你可以回收波纹管他们。
结论
在这一章,我已经向您介绍了波纹管道。为什么你应该考虑让他们制造。
和我一起下一章,我们得到更多的技术和发现波纹管挤出机的不同方面。
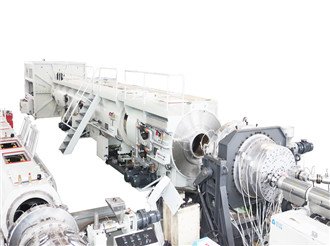
- 第二章:双壁波纹管挤出机的部分?
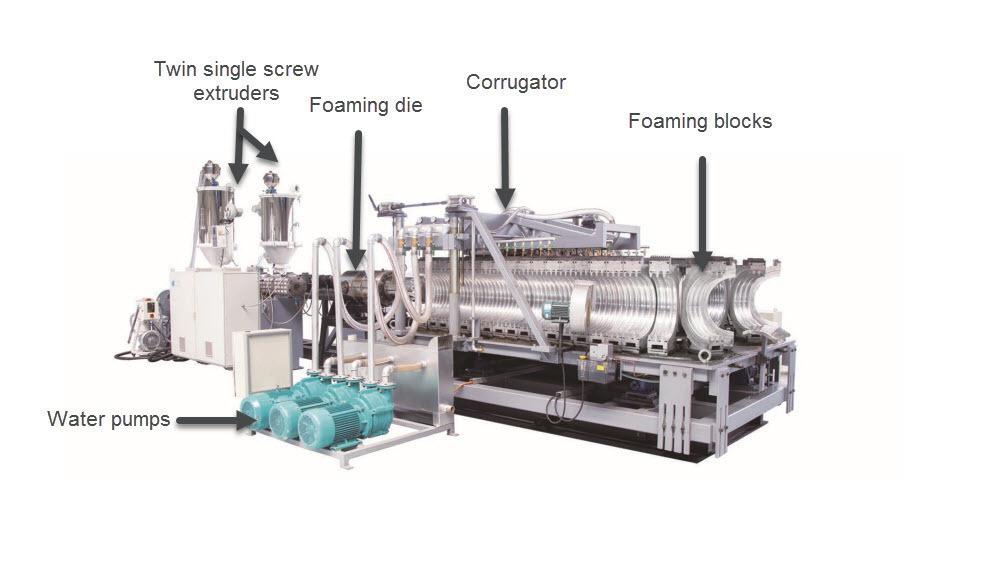 图5:双层壁波纹管生产线
图5:双层壁波纹管生产线
起初,波纹管生产线看起来复杂。
但是,你可以很容易地理解所有的部分波纹管生产线以及过程发生在每台机器。
一般来说,我们有以下过程:
- 原材料的准备
- 挤压
- 起皱
- 冷却
- 完成/切割
原材料的准备
你会开始从不同的供应商订购原材料。
一旦原材料到达你的工厂,质量控制器将样本和执行测试是否兼容。
你将建立自己的质量控制措施,如检查含水量、密度、熔体流动速率。
然后,这些材料存储等待生产。
原材料在生产开始之前,必须做好准备。
注意:
如果你使用PVC材料制造波纹管、PVC上有两个制备过程,您将执行。
首先,我们混合了PVC(热塑性材料)与其他添加剂。
其次,你需要热的聚氯乙烯树脂删除任何它包含水分,那么迅速降温,防止早期的增塑作用。
设备执行这些过程热酷混合器用于聚氯乙烯树脂做准备。
 图6:混合机
图6:混合机
热水箱,聚氯乙烯树脂与其他添加剂是加热到超过100o由一个不锈钢刀片c和激动。
材料混合然后排入冷却水箱,冷却它迅速防止早期plastization或腐烂。
从冷却罐,你就会放电的材料变成一个弹簧加载程序。
它加载的材料在挤出机的料斗。
尽管产品混合物随制造商,这是常见的练习包括炭黑、紫外线抑制剂和色素。
炭黑用于污水和地面使用波纹管。
另一方面,黄色的颜料用于管道天然气生产中使用。
由两个单螺杆挤压机挤压(共挤压)
挤压涉及热塑性材料软化。
这种软化是我们所说的增塑作用。
设备用于执行增塑作用称为挤出机。
注意:
你可以使用下面的热塑性材料
- 聚氯乙烯
- HDPE
- 页
当我们做PVC波纹管,我们需要使用锥形双螺杆挤出机。
这是一个视频,解释了双螺杆挤出机是如何工作的:
当我们做双围墙HDPE / PP波纹管,我们使用两个单螺杆挤出机。

图7:单螺杆挤出机
挤出机是如何工作的呢?
看到一切都是如何工作的,让我们来峰在挤出机:
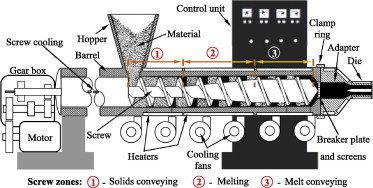
图8:单螺杆挤出机的图
螺杆不断以恒定的速度由电动机驱动。
从料斗,原材料下降到旋转螺杆由重力。
热软化热塑性材料所需提供的加热器。
通常有4到6区——热温度增加的桶。
每个区由一个单独的热电偶控制。
冷却风扇防止过热。
你会发现螺钉和桶之间的空间减少了。
这就增加了压缩部队对塑料的螺钉。
所产生的热量也是摩擦。
一旦你加热挤出机正常运行的温度,你可以保持温度对材料的剪切螺钉产生的热量。
完成plastization所需的温度大约是400˚F到490˚F。
https://youtu.be/Ka1ROrzcqPM
融化所需的压力也非常高在2000到4000 psi。
这种高压允许挤出机,迫使材料到死。
熔融塑料称为挤出物。它通过多孔板(由一个或两个钢丝网屏幕)
断路器的地方会让你防止污染物进入管道。
共挤压
共挤压是指的过程中结合两个或两个以上的塑料熔融流从两个或两个以上的挤出机与不止一个塑料管层。
记住,PE PP双壁波纹管生产线,我们把两个单螺杆挤出机。
所以,两个挤出机共挤可以使双壁波纹管。
有两层而不是一个,会给管道力学性能比使用单一聚合物层。
因此,聚合物结合如何?
两个共挤压模具中挤出物结合。
我们使用双层螺旋共挤压死在PE PP波纹管挤出生产线。
这个模具是定位在多孔板的后面。
形成熔融的热塑性层的管在出口处发生死亡。
图9:共挤压模的标记图
然而,这个形状是后来改变和HDPE管形状的再次皱眉肌的模具。
执行这些任务的死后的设备称为下游设备/后挤压设备或退却。
注意:
您可以使用单螺杆挤出机对许多类型的塑料挤出制品。
然而,后挤压设备随产品制造业。
接下来,让我们看看如何起皱管道最终形态。
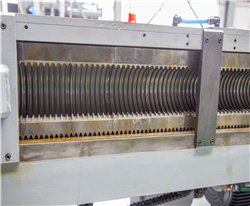
起皱皱眉肌的水平结构
为什么我们还能塑造一个塑料管即使离开死吗?
这是因为塑料花一些时间来冷却。
实际上,降温的时间将决定一线操作的速度。
在我们的双壁波纹管挤出线排水管道,最终塑造或成型是通过皱眉肌水平结构。
这是一个视频皱眉肌的动作:
皱眉肌旋转模具,使模具连续过程。
真空技术也用于模具。
由于存在真空波纹内,外表面的热PE PVC、PP管拉模块。
这帮助我们得到所需的几何形状。

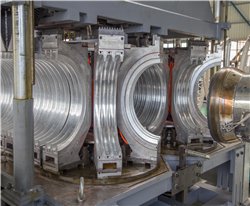
图10:双层壁波纹管模具
我们还必须为适当的冷却模具PP PE PVC塑料波纹管的起皱。
您可以使用水或空气冷却模具。
在一个空气冷却皱眉肌,清凉的空气吹模具的表面。
空气冷却是大多数瓦楞机主要用于北美和世界各地。
在水冷系统中,水流在模具内部的夹克。
你通常会发现水冷系统在欧洲。
水冷却提供了更多的冷却效率和允许更高的输出。
这样可以确保快速热分散的HDPE管道。
切除卵巢的冷却水箱

图11:波纹管喷淋罐
HDPE管叶皱眉肌后(成型模),我们必须冷静下来进一步为了留住管的圆形形状和尺寸。
因为当塑料仍然是热的,它在处理时容易变形。
冷却喷淋罐发生。
喷淋罐的内表面有水喷嘴,喷淋冷水管道穿过。
有冷却装置冷却的水的温度低于10°C。
注意:
双层壁波纹管的直径大,使用喷雾冷却。
当直径很小,例如,单壁波纹管,我们可以让他们沉浸在水洗澡。
的HDPE / PP / PVC双层壁波纹管使喷淋罐现在严格的削减。
切割、包装和储存

图12:切割机
在生产流程的最后一步波纹塑料管道,我们把管道成纵向块。
目前,主流的长度是3或6米。
注意:
管道需要贴上几个间隔。
你可能包括管道的大小的信息,公司名称、使用的塑料等细节。
你可以很容易地标志着管道用喷墨打印机。
质量控制部门还需要定期测试样品以确保每个设备线路正常。
双壁波纹管生产线技术数据
PE / PP波纹管挤出线
| 管的大小 | 类型 | 挤出机 | 输出 |
| 50 - 160 mm | 双层墙 | SJ75/33 + SJ65/33 | 350 - 400 kg / H |
| 200 - 800毫米 | 双层墙 | SJ120/33 + SJ90/33 | 600 - 1000 kg / H |
| 800 - 1200毫米 | 双层墙 | SJ90/38 + SJ75/38 | 1200 - 1500 kg / H |
PVC波纹管挤出生产线
| 管的大小 | 类型 | 挤出机 | 输出 |
| 50 - 160 mm | 双层墙 | SJ55/110 + SJZ51/105 | 200 - 300 kg / H |
| 200 - 500毫米 | 双层墙 | SJZ80/156 + SJZ65/132 | 500 - 650 kg / H |
Benk优势的双壁波纹管生产线
- 我们的大屏幕LCD人机界面系统能够增强监督和简化制造过程的管理。
- 德国西门子12英寸触摸屏和PLC控制系统。
- 你会发现很容易和方便的改变和调整不同的成形模具。
- 水冷模具由优质铝合金耐腐蚀性能良好的热分散和热。
- 可视化对水压力和温度在主显示与报警功能。
- 自动集中润滑系统。
- 精确的横向和成形机的高度调整。
- 高输出。
- 简单的操作和维护
- 我们的波纹管生产线占用最小的空间。
- 你也可以选择从一个广泛的原材料制造管道如PP、PE、PVC。
PE PP PVC双壁波纹管的应用
有许多使用双层壁波纹管在今天的世界。
的使用是由管子的直径。
注意,双壁波纹管的范围从20毫米外径3米。
通常情况下,管道的外直径50毫米到3000毫米用于洪水的排水系统,排水系统用于道路、高速公路、铁路。
双壁波纹管的其他用途包括:
- 电缆保护
- 土地复垦
- 防洪堤系统
- 喷泉
- 居民区
- 公路和铁路工程
- 垃圾填埋场
- 隧道、地铁
- 绿化带
- 运动场和含水量偏高护坡
结论
在这一章中,我们探索的各种功能和过程发生在PE PP PVC双壁波纹管生产线。
你见过你的客户如何使用波纹管。
在下一章,我们将看看单壁波纹管生产线。
第三章:单壁波纹管挤出机的零件吗?
 图13:单层壁弹性波纹管
图13:单层壁弹性波纹管
设备所需的单壁波纹管挤出线按不同管道的尺寸和生产速度。
你可以做单层壁管道与外部直径9 - 250 mm。
另一件需要注意的是,我们使用一个挤出机而不是两个。
这是因为,单壁管有一层均匀的热塑性材料,可以:
- 体育
- 页
- 聚氯乙烯
这意味着这条线将会更便宜,更小。
单壁波纹管的特征包括:
- 耐蚀性
- 防磨
- 高强度
- 高度灵活的
- 广泛的操作温度(30 - 100oC PE单壁波纹管)
- 重量轻但仍然僵硬,经久耐用。
单壁波纹管通常在线圈与销售30 - 50米或切成6米,9米。
所以,如何使用塑料PVC PP PE单壁波纹管?
单壁波纹管与外部直径63毫米广泛用于电缆的保护。
例如,在机器电路为食品机械,电气设备,汽车等。
单层壁管道等较大的外直径75 mm开始可以用作农田排水管道,体育场馆、高尔夫球场等。
如果你想让波纹管道用作电线管道在建筑物,可以产生在各种颜色,如黄色、红色、白色、蓝色和黑色。
其他用途包括:
- 洗衣机出口管
- 真空吸尘器通风管道
- 对空调管
太棒了!
接下来,我将向您展示部分的单壁波纹管机器和工作流程:
对PVC材料的工作过程:
高速混合机,给料机-锥形双挤出机模具成形machine-puller绕线机
PP / PE的工作过程。
给料机-单螺杆挤出机,模具成形机拉-绕线机
真空式给料机
 图14:真空馈电
图14:真空馈电
真空馈电提要热塑性材料的混合物与其他添加剂进入挤出机的料斗。
真空加料机有一个控制面板,您可以使用它们来设置加载时间和等待时间。
这允许您自动加载。
单螺杆塑料挤出机
 图15:挤出机和小尺寸的成形模具
图15:挤出机和小尺寸的成形模具
单一的围墙,我们只使用一个挤出机因为我们不是共挤。
当我们使用PVC为主要热塑性材料,你需要一个锥形双螺杆挤出机挤压。
例如,当你使PVC单壁波纹管电缆保护(9-50mm的外径),您可以使用SJZ45/90锥形双螺杆挤出机。
当我们使用PE / PP作为主要的热塑性材料,我们用单螺杆挤出机。
挤出机的选择还取决于管道直径你想制造和生产的速度。
例如,我们建议SJ65/30挤出机单螺杆挤出机对PP / PE单壁波纹管直径9-50mm。
我知道你可能想知道:
SJ65/30是什么意思?
它只是意味着挤出机的螺杆直径65毫米和L / D是30。
您还可以使用SJ55/30单螺杆挤出机对PP / PE单壁管道。
那么,有什么区别呢?
 图16:单螺杆挤出机料斗
图16:单螺杆挤出机料斗
SJ65/30挤出机是一种大容量高速生产挤出机。
虽然SJ55/30功能正常生产速度。
对于较大的单层壁PP PE波纹管(160毫米)我们使用SJ75/33挤出机。
你会发现它有一个更大的螺杆直径,它可以使塑化更多的热塑性材料。
是很重要的保持合适的挤出机温度的适当的增塑作用。
我们装备挤出机和西门子PLC控制系统。
然而,在正常操作条件下,螺旋和桶受到磨损。
因素影响的速度穿包括:
- 螺杆速度
- 桶/螺杆直线度
- 桶是如何对齐到齿轮箱——如果他们不合理对齐会引起金属金属接触的螺丝和桶导致过度磨损。
- 使用的聚合物类型例如体育。
管挤压模
从挤出机熔融的热塑性材料流入死去。
挤压模将形成塑料成圆形的管道。
你可以调整挤压模直径取决于你想要的管子外径。
单壁波纹管是非常薄的相比于其他固体管道如PPR或固体墙PVC管。
薄,很容易起皱(或形状进一步使用成形机。
但这有一个问题管可以通过空中打击,因为它让人死亡。
波纹形成块成型机
成形模具/块影响波纹管设计。
您将使用模具管的大小相匹配。
例如,我们有模具20,25岁,32岁,40岁,50岁,63毫米管道。
72模具成形机。
对于小型单层壁起皱管道没有成形机。
 图17:成形模具
图17:成形模具
我们的成型模具在线连接管道严格按铃让它容易。
这意味着你不需要买一个按铃或纳入接机。
冷却
正如我们提到的,随着管道经过成型机/皱眉肌,它仍然是热的,需要冷却之前进一步处理。
冷却的类型取决于生产速度。
当PVC PP PE单壁波纹管挤出生产线在正常速度,我们使用空气冷却风扇。
在高速运行时,我们可以沉浸在水浴单壁波纹管。
我们的发泡机也不断运行。
牵引电机
图18:拉出器
Hall-off机器post-extrusion机器的一部分。
我们用这些机器来完成,切割,绕组或叠加波纹管。
注意:
单壁PVC PP PE波纹管与小直径9毫米到110毫米,我们可以使用一个自动绕线机。
有两种类型的绕线机:
- 单站络筒机——有一个线轴(盘)
图19:一个线轴络筒机
- 双站络筒机有两个spools-we高速线推荐这个模型,因为它有一个长络筒机的长度。
一般来说,你应该确保络筒机的卷绕速度范围内的生产速度。
注意,你也可以把PE / PVC / PP单壁波纹管长度3米,6米,或者9米。
在这种情况下,您将需要一个切割机。
和堆垛机自动卸载和铆合机。
单壁波纹管生产线技术对PE / PP
| 材料 | PE / PP | |
| 挤出机 | SJ65单螺杆挤出机 | |
| 管系 | 9-50mm | |
| 能力 | 40-60KG | 60 - 80公斤 |
| 主电机 | 22千瓦 | 30千瓦 |
| 模具数量 | 42 | 72年 |
| 生产速度 | 8-15m /分钟 | 10-25m /分钟 |
| 冷却类型 | 空气冷却 | 水的冷却 |
单壁波纹管生产线技术的PVC
| 材料 | 聚氯乙烯 |
| 挤出机 | SJZ45/90锥形双螺杆挤出机 |
| 管系 | 9-50mm |
| 能力 | 40 - 80公斤 |
| 主电机 | 15千瓦 |
| 模具数量 | 42 |
| 生产速度 | 8-15m /分钟 |
| 冷却类型 | 空气冷却 |
优势Benk的单壁波纹管生产线
有几个原因选择我们的单壁波纹管的机器贵厂。
- 准确的形成与持久的45 #钢波纹管模具,也便于快速热分散。
- 你可以很容易地改变模具制造单壁管大小不同。
- 挤出机的性能可靠。我们可以与挤出机生产你想要的速度。每个部分在挤出机是世界上顶级品牌。。
- 我们的波纹管厂将容易操作和管理。
- 高自动化水平的精度。
- 持久的部分和保证寿命长。
结论
在本章和前一个,我们看看单/双波纹管挤出生产线。
你可以让你的生产线由我们定制匹配所需要的管子的直径和生产速度。
接下来,我将展示为什么你要选择我们作为你的波纹管厂的供应商。
- 第四章:为什么Benk是中国可靠的波纹管挤出机供应商
图20:单壁管拉的画
你在找一个生产单/双墙波纹管挤出生产线在中国?
Benk是主要的管材生产线制造商等与其他类似PVC管挤压机,HDPE管材生产线,波纹管挤出线。
我们一直在为过去十年生产塑料机械。
随时和我们谈谈PVC PE PP管生产波纹管挤出生产线。
我们将帮助你无论你决定与我们和秩序。
原因你应该相信我们是波纹管生产线制造商和出口商
- 优秀的售前和售后支持
我们的支持团队是最好的。
在售前过程中,我们将帮助你选择合适的机器/波纹管制造机。
我们也可以帮助你想出图生产工厂。
你也会从我们的团队获得电力和供水系统图。
在您购买我们的机器,我们还提供优秀的售后服务。
我们提供安装服务,可以发送我们的工程师陪同在安装机器,并帮助你的植物。
你会得到免费的公式支持我们。我们可以推荐可靠的原材料供应商在中国。
这将帮助你可以很快开始
- 质量保证
我们使用最好的材料和设计我们的机器。
之前我们的船任何波纹管生产线,我们在车间组装和测试它。
我们将邀请您见证测试,这样你就可以确定这台机器满足你的需要。
一旦在你的工厂,我们的机器会让你很长一段时间以最小的机械产品,减少停机时间。
- 地带品牌部分
我们使用高质量的零件从知名品牌在我们的波纹塑料线。
例如,Ormon温度控制器和西门子PLC。
我们还将为你提供免费备件前六个月。
和一个很长的保修13个月的任何有缺陷的零件。
- 快速交付
我们的船机后30个工作日内付款。
当我们准备好机器在我们的仓库,我们需要更少的时间。
- 提供员工培训和安装支持
你们工厂的工程师,伴随着机器也可以提供员工培训。
你只会支付旅行,酒店和其他费用。你的买家也会支付合理的工资每天50美元。
结论
本指南的目的是向你介绍波纹管制造。
不可能什么都知道。
但随着知识已经在这里,你可以自信地与我们联系。
让我们讨论一下最适合您的需要。
首先,要求2022世界杯欧宝软件 。